Making a speaker using Vinyl Cutter
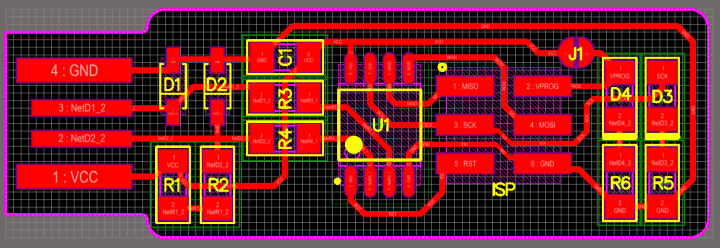
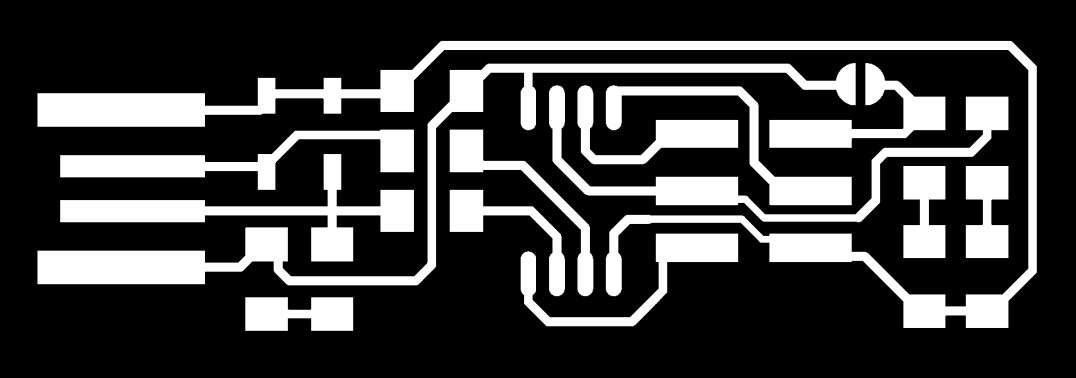
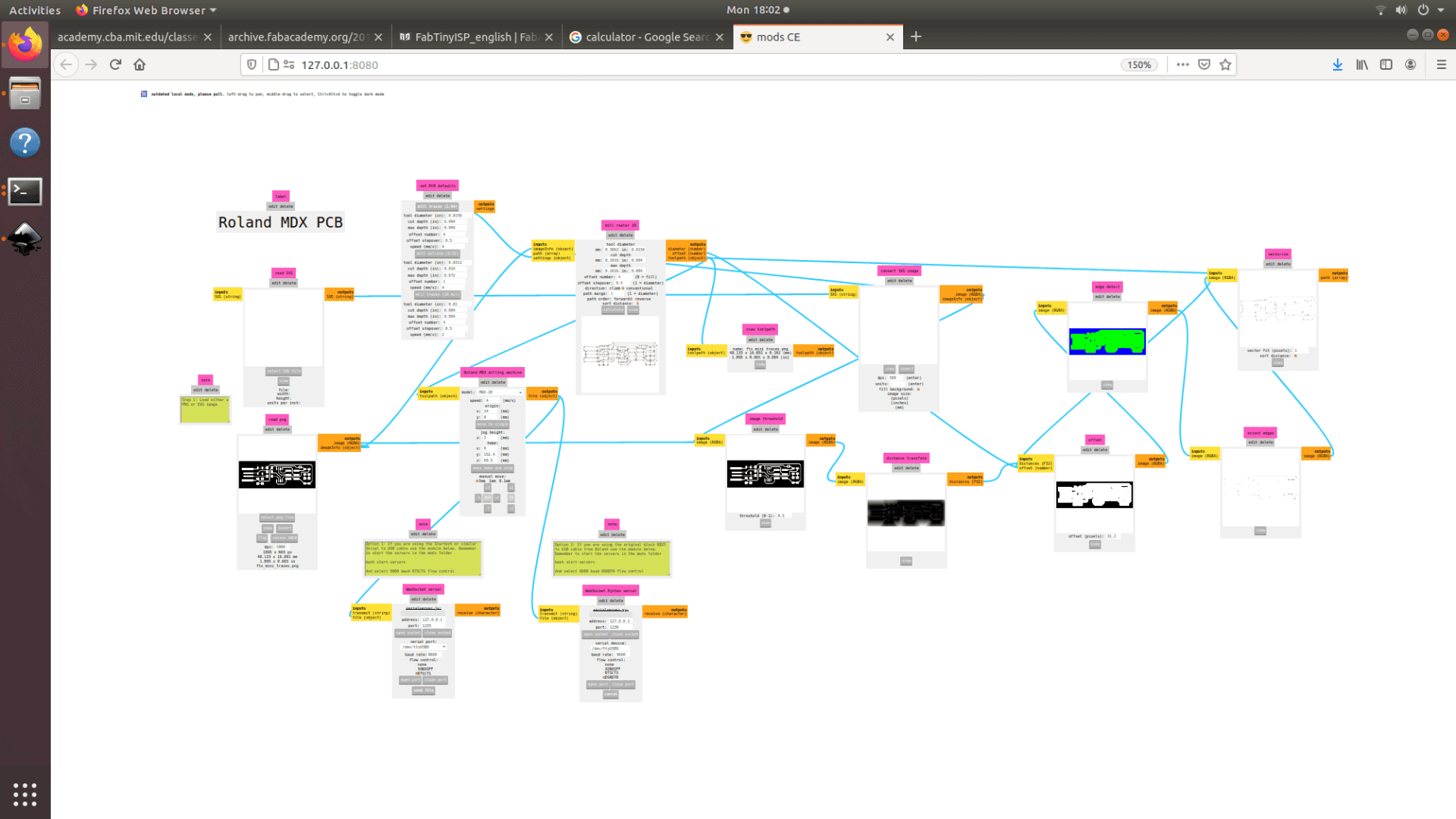
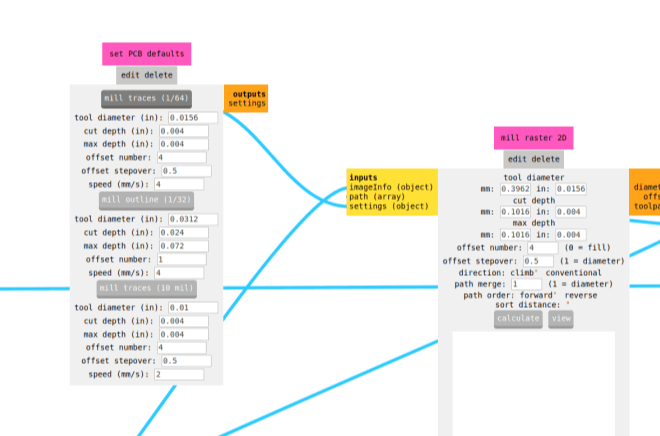
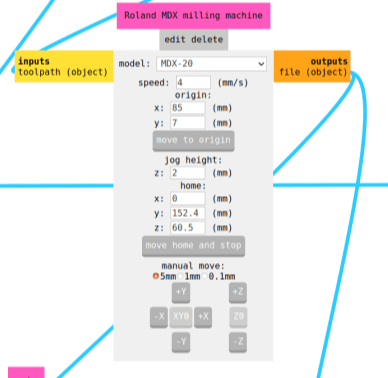
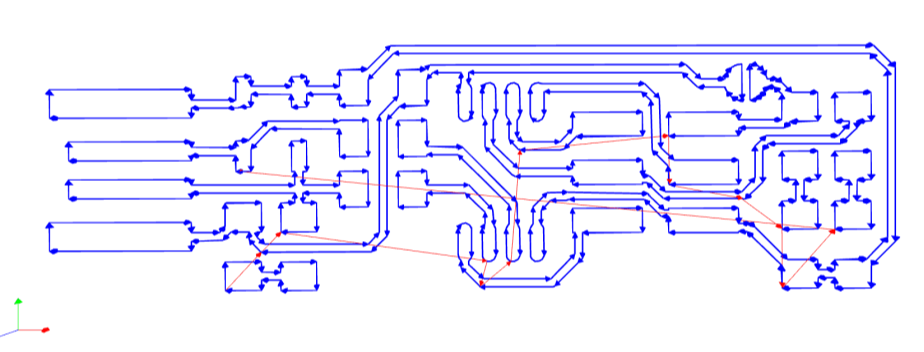
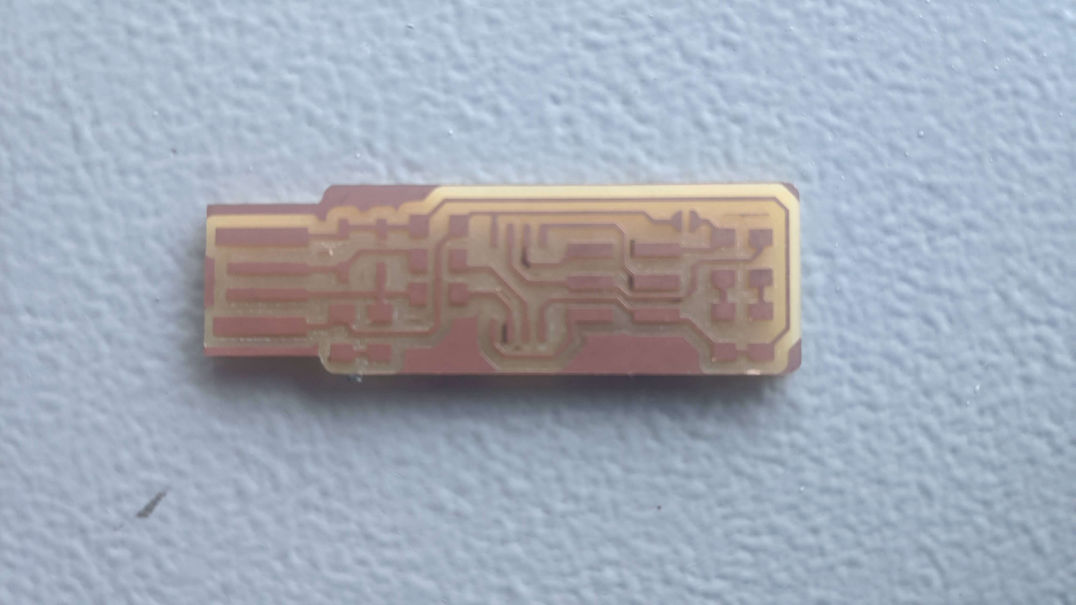
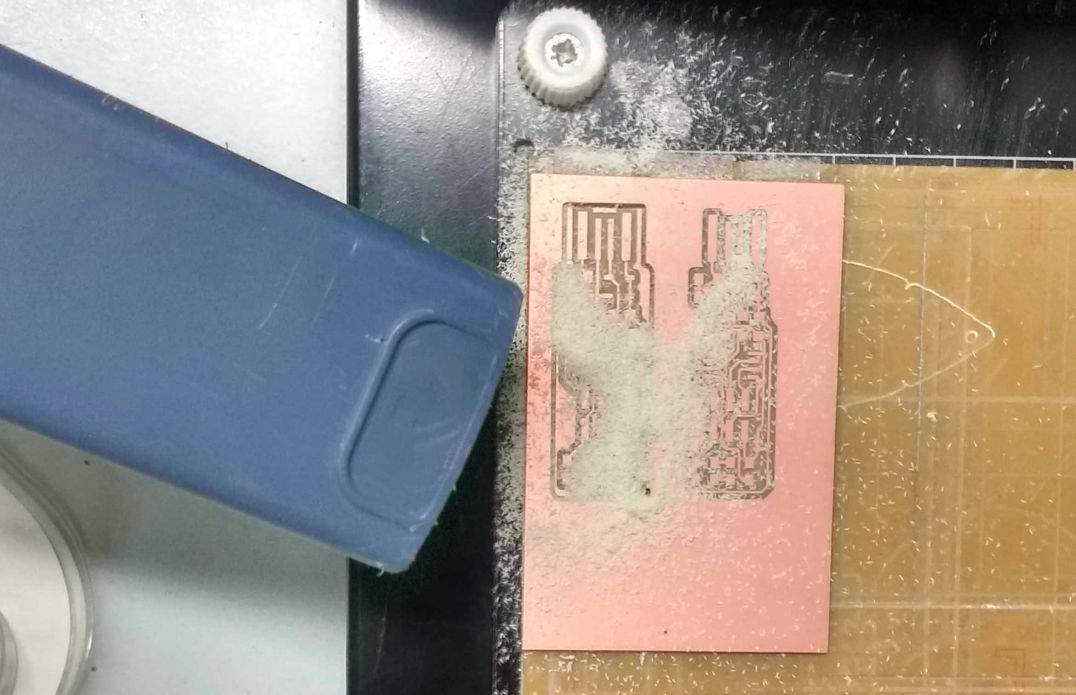
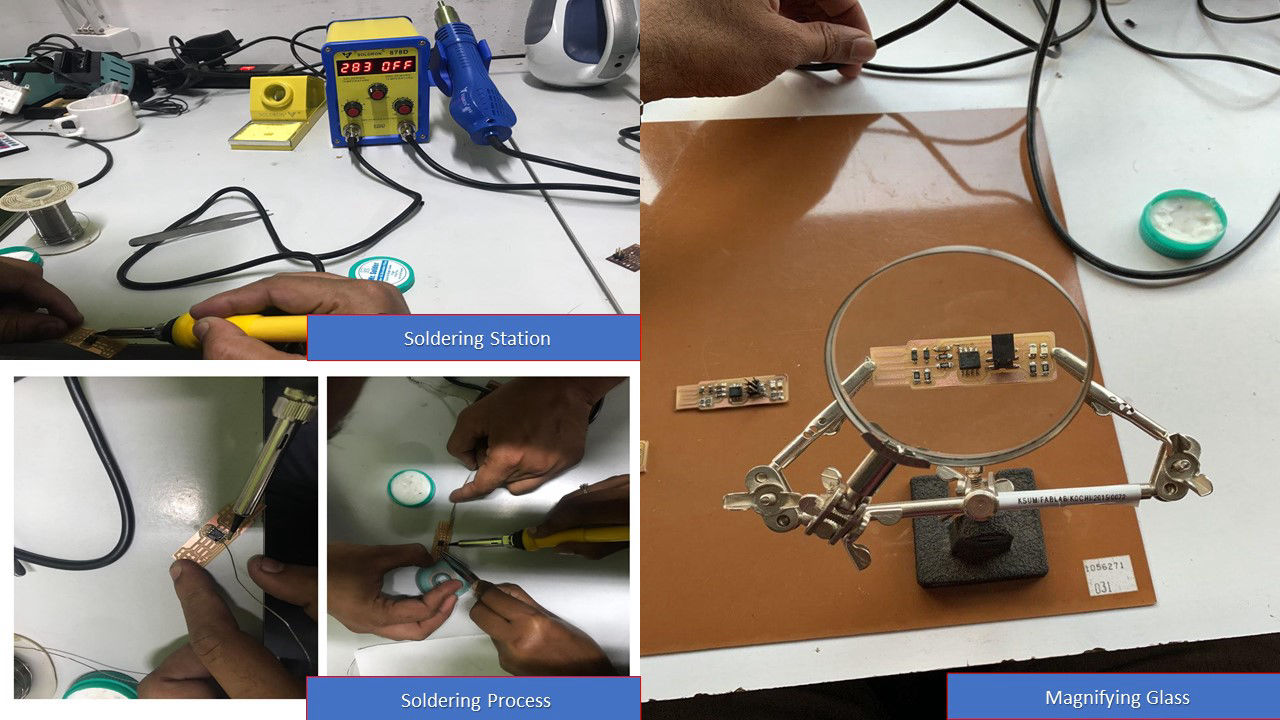
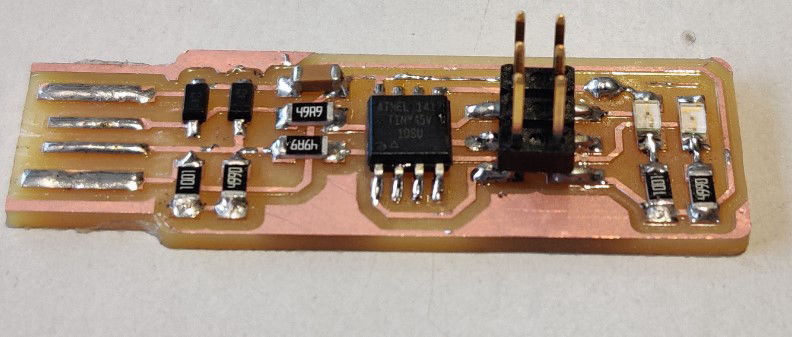
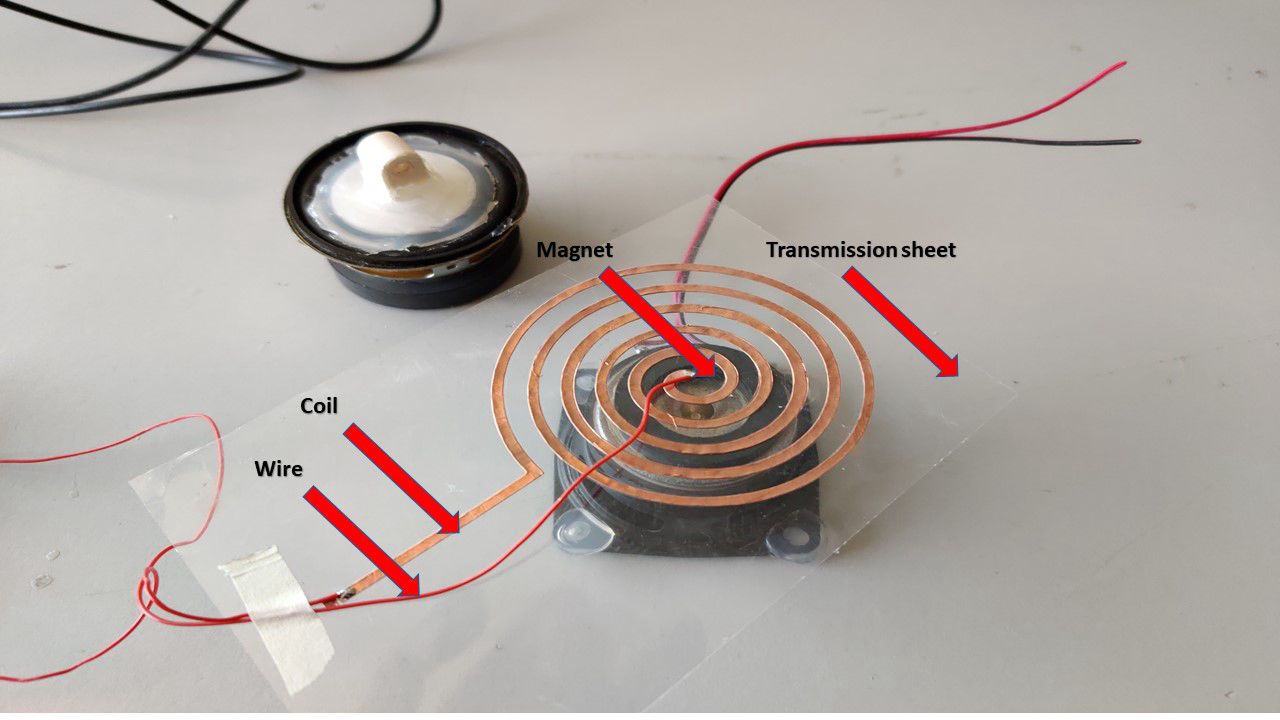
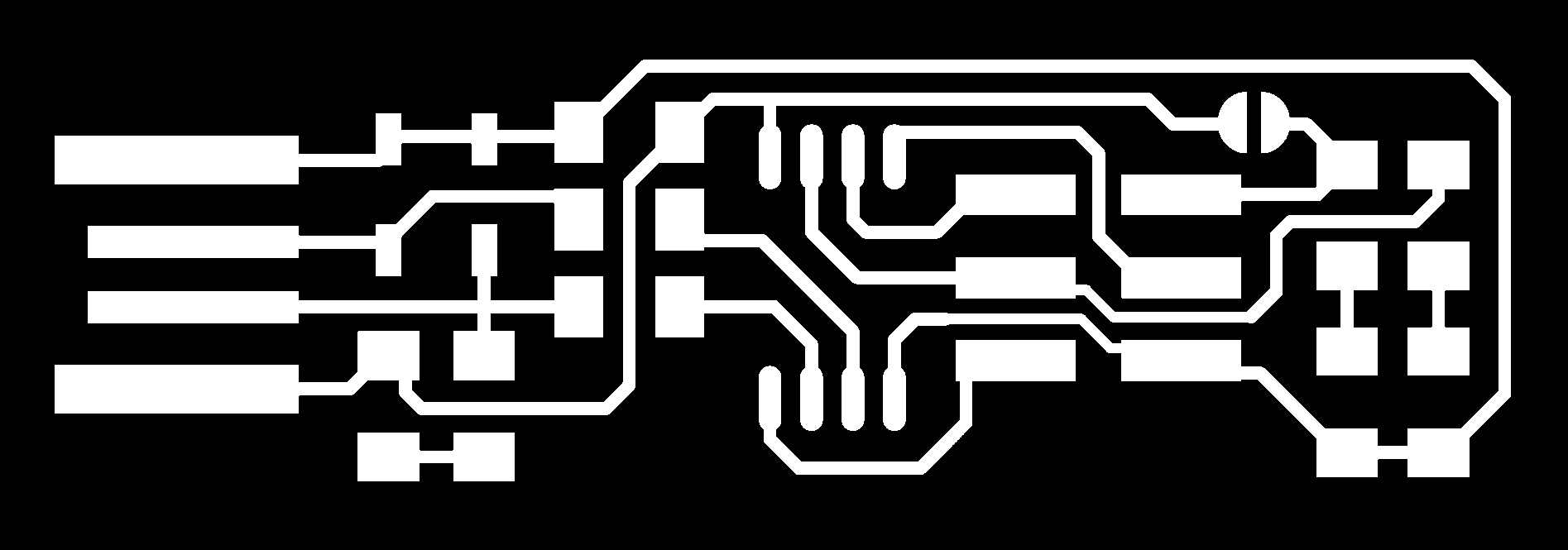
The work was inspired from Joao Wilbert's experiment to make speakers using Vinyl Cutting process. Most coil based speakers work through the same principle of using a electromagnetic coil that is connected to a voltage source with the audio signal and a static magnet. Based on this principle I wanted to vinyl cut copper to create a sheet speaker. I selected one of traces from his model with average number of turns, then I had imported that image into MIT Mods. Since I did flexible PCB before it already knew the force and the speed(its 130 g/a and 2 cm/sec. After that with the help of my friend, I had soldered a wire onto the coil and for testing we had connected the coil to a CRO with a magnet unde the sheet to test the speaker. Hurray, it was working as expected, but the sound coming from the speaker was too low, then we found out the reason that the number of turns was too less. In order to test a custom music, I tried to connect the coil onto a audio jack. The steps are explained as follows:



{kind=link}
{kind=link}